Textos explicativos sobre o processo
Demonstrações em vídeo do processo
Cálculos e simulações matemáticas
Introdução
A evaporação é considerada a operação unitária mais crítica na fabricação de açúcar, sendo responsável pela remoção de aproximadamente 75% da água contida no caldo clarificado. Este processo transforma o caldo diluído (12-16°Brix) em xarope concentrado (60-65°Brix), preparando-o para a etapa de cristalização. A eficiência energética da evaporação impacta diretamente o balanço térmico e a rentabilidade da usina, tornando o entendimento dos princípios termodinâmicos fundamental para engenheiros e operadores do setor sucroenergético.
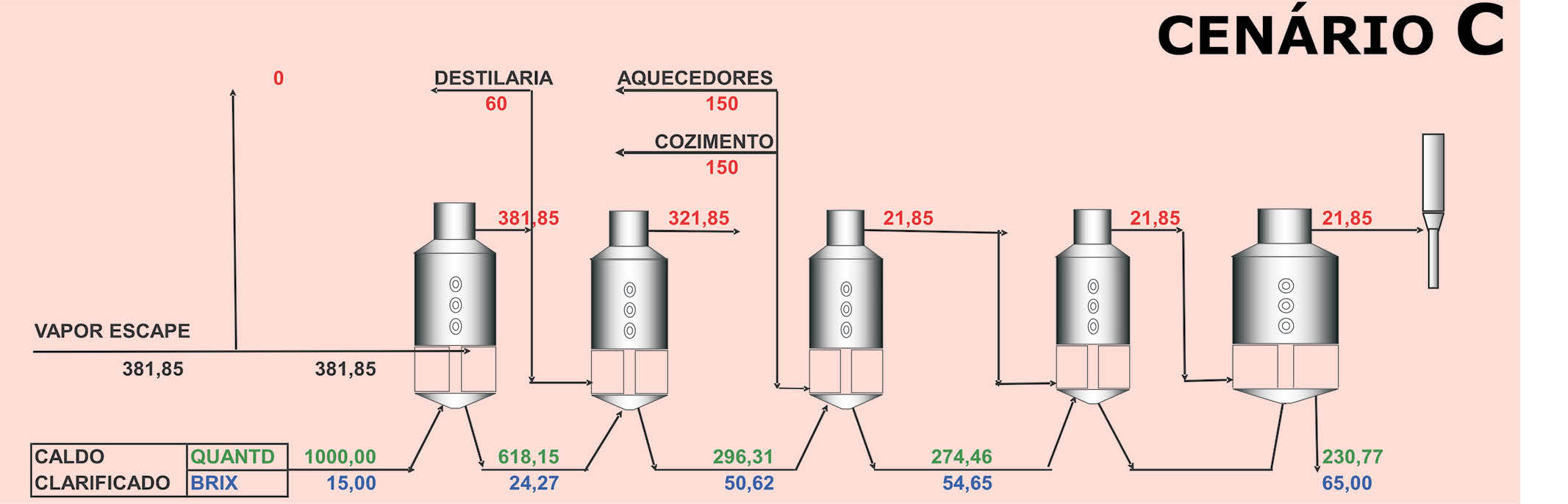
[Image blocked: Evaporador Quíntuplo Efeito] Figura 1: Diagrama de evaporador quíntuplo efeito mostrando o fluxo de caldo e vapor em contra-corrente
Histórico e Evolução
A evaporação de caldo de cana evoluiu significativamente desde os primitivos tachos abertos aquecidos a fogo direto, utilizados nos engenhos coloniais. Estes sistemas apresentavam baixíssima eficiência energética (consumo de 1:1 - uma tonelada de vapor para evaporar uma tonelada de água) e operavam a altas temperaturas, causando degradação da sacarose e formação de cor.
A grande revolução veio com Norbert Rillieux, que entre 1845 e 1855 desenvolveu os princípios fundamentais da evaporação de múltiplo efeito, permitindo economia dramática de vapor e operação em temperaturas mais baixas.
A evolução continuou com:
- 1880-1900: Introdução de evaporadores de múltiplo efeito (3-4 vasos)
- 1920-1950: Desenvolvimento de evaporadores de filme descendente
- 1960-1980: Otimização para quíntuplo efeito (5 vasos)
- 1990-presente: Evaporadores de placas e sistemas de alta eficiência
Atualmente, usinas modernas operam com evaporadores de quádruplo ou quíntuplo efeito, alcançando economia de vapor de 4:1 a 5:1, ou seja, cada quilograma de vapor de escape evapora 4 a 5 quilogramas de água.
Princípios Termodinâmicos
Princípios de Rillieux
Os três princípios fundamentais desenvolvidos por Norbert Rillieux e aprimorados por George Meade constituem a base teórica da evaporação de múltiplo efeito.
Primeiro Princípio - Economia de Vapor
"Em um evaporador de múltiplo-efeito, cada quilograma de vapor usado no primeiro vaso evaporará tantos quilogramas de água quantos forem os vasos."
Eficiência teórica:
| Configuração | Economia de Vapor | Eficiência |
|---|---|---|
| Simples efeito | 1:1 | 1 kg vapor → 1 kg água |
| Duplo efeito | 2:1 | 1 kg vapor → 2 kg água |
| Triplo efeito | 3:1 | 1 kg vapor → 3 kg água |
| Quádruplo efeito | 4:1 | 1 kg vapor → 4 kg água |
| Quíntuplo efeito | 5:1 | 1 kg vapor → 5 kg água |
Limitações práticas:
A eficiência real é sempre inferior à teórica devido a:
- Caldo entra abaixo do ponto de ebulição (requer aquecimento sensível)
- Perdas térmicas para o ambiente
- Elevação do ponto de ebulição (EPE) devido aos sólidos dissolvidos
- Gases incondensáveis que reduzem coeficiente de transferência de calor
Eficiência prática:
- Quádruplo efeito: 3,5-3,8 kg água/kg vapor
- Quíntuplo efeito: 4,2-4,5 kg água/kg vapor
Segundo Princípio - Sangria de Vapor
"A extração de vapor de qualquer unidade de um evaporador de múltiplo-efeito para ser usado em outro setor da fábrica conduz a uma economia que será igual ao número de quilogramas de vapor assim extraído, dividido pelo número de vasos do conjunto e multiplicado pelo número de ordem que o vaso ocupa."
Fórmula da economia:
E = (W × N) / M
Onde:
- E = economia de vapor (kg)
- W = peso de vapor extraído (kg)
- N = número de ordem do vaso (1, 2, 3...)
- M = número total de vasos
Exemplo prático:
Considere um evaporador quádruplo efeito (M=4) onde se extrai 1.000 kg/h de vapor do segundo vaso (N=2) para aquecimento de caldo:
E = (1.000 × 2) / 4 = 500 kg/h
Ou seja, a extração de 1.000 kg/h do 2º vaso equivale a uma economia de 500 kg/h de vapor de escape na caldeira.
Aplicações práticas:
- Aquecimento de caldo antes da evaporação
- Aquecimento de massas cozidas
- Aquecimento de água de embebição
- Destilaria (aquecimento de vinho)
Terceiro Princípio - Gases Incondensáveis
"Em todo aparelho no qual se condensa vapor, é necessário extrair continuamente a acumulação de gases incondensáveis que, por via de regra, ficam, internamente, próximo à superfície superior da calandra."
Os gases incondensáveis (ar, CO₂, NH₃) formam uma película isolante sobre a superfície de aquecimento, reduzindo drasticamente o coeficiente de transferência de calor. A remoção contínua é essencial para manter a eficiência.
Impacto dos gases incondensáveis:
- Redução de 20-40% no coeficiente de transferência de calor
- Aumento da temperatura de condensação do vapor
- Redução da capacidade de evaporação
[Image blocked: Princípio de Funcionamento] Figura 2: Princípio de funcionamento mostrando perfil de temperatura e concentração
Configuração do Sistema
Evaporador de Múltiplo Efeito
Um conjunto típico de evaporação em usinas brasileiras possui 4 ou 5 vasos (efeitos) dispostos em série, operando em pressões e temperaturas decrescentes.
Configuração quádruplo efeito típica:
| Vaso | Pressão (bar abs) | Temperatura (°C) | Brix Entrada | Brix Saída |
|---|---|---|---|---|
| 1º | 1,2-1,4 | 105-110 | 14-16 | 20-25 |
| 2º | 0,8-1,0 | 95-100 | 20-25 | 30-35 |
| 3º | 0,4-0,6 | 80-85 | 30-35 | 45-50 |
| 4º | 0,15-0,25 | 65-70 | 45-50 | 60-65 |
Tipos de Evaporadores
Robert (Calandria)
Evaporador clássico com tubos verticais curtos (1,0-1,5 m) dispostos em feixe circular. O caldo circula por convecção natural dentro dos tubos, sendo aquecido externamente pelo vapor.
Características:
- Diâmetro dos tubos: 50-75 mm
- Área de aquecimento: 200-600 m²
- Capacidade: 10-30 t água/h por vaso
- Vantagens: Robusto, fácil manutenção
- Desvantagens: Baixo coeficiente de transferência, incrustação
Filme Descendente
Evaporador de tubos longos (4-8 m) onde o caldo forma um filme fino que desce pela parede interna dos tubos, sendo aquecido externamente pelo vapor.
Características:
- Diâmetro dos tubos: 38-50 mm
- Comprimento: 4-8 m
- Área de aquecimento: 400-1.200 m²
- Capacidade: 20-60 t água/h por vaso
- Vantagens: Alto coeficiente de transferência, baixa incrustação
- Desvantagens: Maior custo, distribuição crítica
Placas
Evaporador composto por placas corrugadas em aço inoxidável, montadas em quadros. Caldo e vapor fluem em canais alternados.
Características:
- Espessura das placas: 0,5-0,8 mm
- Área de aquecimento: 100-500 m² por módulo
- Capacidade: 5-25 t água/h por módulo
- Vantagens: Compacto, alta eficiência, fácil limpeza
- Desvantagens: Alto custo inicial, limitação de pressão
Arranjo dos Vasos
Co-corrente:
- Caldo e vapor fluem na mesma direção (1º→4º vaso)
- Mais simples, menor consumo de bombeamento
- Menor eficiência térmica
Contra-corrente:
- Caldo flui em direção oposta ao vapor (4º→1º vaso)
- Maior eficiência térmica (caldo mais frio encontra vapor mais frio)
- Requer bombas de maior potência
Misto:
- Combinação de co-corrente e contra-corrente
- Otimiza eficiência e custos operacionais
- Mais utilizado em usinas modernas
[Image blocked: Diagrama de Múltiplo Efeito] Figura 3: Diagrama industrial de evaporador de múltiplo efeito
Balanço de Massa e Energia
Balanço de Massa
Para um evaporador de múltiplo efeito, o balanço de massa global é:
Entrada = Saída
F = C + E
Onde:
- F = vazão de caldo de alimentação (kg/h)
- C = vazão de xarope concentrado (kg/h)
- E = vazão total de água evaporada (kg/h)
Balanço de sólidos:
F × Bf = C × Bc
Onde:
- Bf = Brix do caldo de alimentação (%)
- Bc = Brix do xarope concentrado (%)
Exemplo prático:
Dados:
- Moagem: 500 t cana/h
- Caldo: 140% sobre cana = 700 t/h
- Brix do caldo: 15%
- Brix do xarope desejado: 65%
Cálculos:
Sólidos totais = 700 × 0,15 = 105 t/h
Xarope produzido = 105 / 0,65 = 161,5 t/h
Água evaporada = 700 - 161,5 = 538,5 t/h
Percentual evaporado = (538,5 / 700) × 100 = 76,9%
Balanço de Energia
O balanço de energia em cada vaso considera:
- Calor fornecido pelo vapor de aquecimento
- Calor sensível do caldo de entrada
- Calor latente de evaporação
- Calor sensível do vapor vegetal produzido
- Perdas térmicas
Equação geral para o vaso i:
Mv(i-1) × λv(i-1) + Fc(i-1) × Cp × Tc(i-1) = (Mvi + Msi) × hvi + Fci × Cp × Tci + Qperda
Onde:
- Mv = vazão de vapor de aquecimento (kg/h)
- λv = calor latente do vapor (kJ/kg)
- Fc = vazão de caldo (kg/h)
- Cp = calor específico do caldo (kJ/kg·°C)
- Tc = temperatura do caldo (°C)
- Mvi = vazão de vapor vegetal (kg/h)
- Msi = vazão de sangria de vapor (kg/h)
- hvi = entalpia do vapor vegetal (kJ/kg)
- Qperda = perdas térmicas (kJ/h)
Exemplo de Balanço - Quádruplo Efeito
Dados de entrada:
- Caldo: 700 t/h a 15°Brix e 95°C
- Vapor de escape: 2,5 bar abs (127°C), λ = 2.185 kJ/kg
- Xarope: 65°Brix a 65°C
Tabela de Balanço de Massa:
| Vaso | Caldo Entrada (t/h) | Brix Entrada (%) | Água Evaporada (t/h) | Caldo Saída (t/h) | Brix Saída (%) |
|---|---|---|---|---|---|
| 1º | 700,0 | 15,0 | 175,0 | 525,0 | 20,0 |
| 2º | 525,0 | 20,0 | 157,5 | 367,5 | 28,6 |
| 3º | 367,5 | 28,6 | 122,6 | 244,9 | 43,0 |
| 4º | 244,9 | 43,0 | 83,4 | 161,5 | 65,0 |
| Total | - | - | 538,5 | 161,5 | 65,0 |
Tabela de Balanço de Energia:
| Vaso | Vapor Aquec. (t/h) | Temp. Vapor (°C) | Calor Fornecido (GJ/h) | Temp. Caldo (°C) | Calor Latente (GJ/h) | Eficiência (%) |
|---|---|---|---|---|---|---|
| 1º | 142,0 | 127 | 310,3 | 105 | 382,5 | 91,2 |
| 2º | 175,0 | 105 | 396,3 | 95 | 362,3 | 88,5 |
| 3º | 157,5 | 95 | 365,6 | 80 | 290,2 | 86,1 |
| 4º | 122,6 | 80 | 289,5 | 65 | 201,8 | 83,8 |
Economia de vapor:
Economia = Água evaporada / Vapor de escape = 538,5 / 142,0 = 3,79
Ou seja, cada kg de vapor de escape evapora 3,79 kg de água (próximo do teórico 4:1).
Elevação do Ponto de Ebulição (EPE)
A presença de sólidos dissolvidos (principalmente sacarose) eleva o ponto de ebulição do caldo acima do ponto de ebulição da água pura na mesma pressão. Este fenômeno, conhecido como EPE, reduz a diferença de temperatura disponível para transferência de calor.
Fórmula empírica de Dühring:
EPE = K × Brix
Onde K é um coeficiente que varia com a pressão:
- 1 bar: K ≈ 0,06
- 0,5 bar: K ≈ 0,08
- 0,2 bar: K ≈ 0,10
Exemplo:
Caldo a 50°Brix sob pressão de 0,2 bar abs:
- Ponto de ebulição da água: 60°C
- EPE = 0,10 × 50 = 5°C
- Ponto de ebulição do caldo: 60 + 5 = 65°C
Transferência de Calor
A taxa de transferência de calor em cada vaso é governada pela equação fundamental:
Q = U × A × ΔTml
Onde:
- Q = taxa de transferência de calor (kJ/h)
- U = coeficiente global de transferência de calor (kJ/h·m²·°C)
- A = área de aquecimento (m²)
- ΔTml = diferença de temperatura média logarítmica (°C)
Coeficientes típicos de transferência de calor:
| Tipo de Evaporador | U (kJ/h·m²·°C) | U (W/m²·K) |
|---|---|---|
| Robert (calandria) limpo | 5.000-7.000 | 1.400-1.950 |
| Robert incrustado | 2.500-4.000 | 700-1.100 |
| Filme descendente limpo | 8.000-12.000 | 2.200-3.300 |
| Filme descendente incrustado | 5.000-8.000 | 1.400-2.200 |
| Placas limpo | 10.000-15.000 | 2.800-4.200 |
| Placas incrustado | 6.000-10.000 | 1.700-2.800 |
A incrustação (deposição de sólidos nas superfícies de aquecimento) é o principal fator de redução de eficiência ao longo da safra, podendo reduzir U em 40-60%.
Controle e Instrumentação
Variáveis Controladas
Pressão:
- Cada vaso opera em pressão específica
- Controlada por válvulas de vapor e vácuo
- Setpoint típico: ±0,05 bar
Nível:
- Nível de caldo em cada vaso
- Controlado por válvulas de descarga
- Setpoint: 40-60% da altura do vaso
Brix:
- Concentração do xarope final
- Controlado por vazão de alimentação
- Setpoint: 60-65°Brix
Temperatura:
- Temperatura em cada vaso
- Indicativo de pressão e EPE
- Monitoramento contínuo
Instrumentação Típica
- Transmissores de pressão: Faixa 0-2 bar abs, precisão ±0,5%
- Transmissores de nível: Ultrassônico ou radar, precisão ±5 mm
- Refratômetros online: Medição de Brix, precisão ±0,2°Brix
- Termopares tipo K: Faixa 0-200°C, precisão ±1°C
- Medidores de vazão: Magnético ou Coriolis, precisão ±0,5%
Operação e Manutenção
Partida do Sistema
-
Preparação:
- Verificar nível de água em cada vaso
- Abrir drenos de condensado
- Verificar vácuo no último vaso
-
Aquecimento:
- Admitir vapor gradualmente no 1º vaso
- Estabelecer pressões de operação
- Aguardar estabilização de temperaturas
-
Alimentação:
- Iniciar alimentação de caldo lentamente
- Ajustar vazão para Brix desejado
- Estabelecer níveis de operação
Limpeza (CIP - Cleaning in Place)
A incrustação acumula-se durante a safra, reduzindo eficiência. Limpezas químicas periódicas são essenciais.
Frequência:
- Limpeza leve: Semanal (ácido diluído)
- Limpeza pesada: Mensal (ácido + soda)
- Limpeza completa: Entressafra (desmontagem)
Procedimento típico:
- Circulação de água quente (80°C) - 30 min
- Circulação de ácido nítrico 2% (70°C) - 60 min
- Enxágue com água - 20 min
- Circulação de soda cáustica 2% (80°C) - 60 min
- Enxágue final com água - 30 min
Indicadores de necessidade de limpeza:
- Redução de 20% na capacidade de evaporação
- Aumento de 10% no consumo de vapor
- Aumento de temperatura do vapor vegetal
Problemas Operacionais Comuns
| Problema | Causa Provável | Solução |
|---|---|---|
| Baixa capacidade | Incrustação, gases incondensáveis | Limpeza CIP, purga de gases |
| Alto consumo de vapor | Vazamentos, incrustação | Reparar vazamentos, limpar |
| Xarope diluído | Vazão excessiva, baixa temperatura | Reduzir vazão, aumentar vapor |
| Espuma excessiva | Impurezas, baixa pressão | Antiespumante, ajustar pressão |
| Arraste de caldo | Velocidade alta, nível alto | Reduzir vazão, ajustar nível |
Inovações Tecnológicas
Evaporadores de Alta Eficiência
Evaporadores de placas:
- Redução de 30-40% no consumo de vapor vs. Robert
- Área de aquecimento 50% menor
- Tempo de residência reduzido (menor degradação)
- Investimento 40-60% maior
Evaporadores de filme descendente otimizados:
- Distribuição uniforme de caldo por spray
- Tubos com ranhuras internas (maior área)
- Redução de 20-30% no consumo de vapor vs. Robert convencional
Integração Térmica
Pré-aquecimento de caldo:
- Uso de vapor vegetal do 1º ou 2º vaso
- Redução de 5-10% no consumo de vapor de escape
- Aumento da capacidade de evaporação
Recompressão de vapor (MVR - Mechanical Vapor Recompression):
- Compressor eleva pressão do vapor vegetal
- Vapor recomprimido aquece o mesmo vaso
- Redução de 50-70% no consumo de vapor de escape
- Investimento muito alto (viável apenas em grandes usinas)
Automação Avançada
Controle preditivo (MPC):
- Otimização multivariável em tempo real
- Redução de 3-5% no consumo de vapor
- Maior estabilidade operacional
Monitoramento de incrustação:
- Sensores de fouling online
- Programação otimizada de limpezas
- Aumento de 5-10% no tempo entre limpezas
Comparação de Tecnologias
| Tecnologia | Investimento | Consumo Vapor | Manutenção | Incrustação | Área Requerida |
|---|---|---|---|---|---|
| Robert 4 efeitos | Baixo | 0,26-0,28 t/t água | Alta | Alta | Grande |
| Filme descendente 4 efeitos | Médio | 0,24-0,26 t/t água | Média | Média | Média |
| Placas 4 efeitos | Alto | 0,22-0,24 t/t água | Baixa | Baixa | Pequena |
| Robert 5 efeitos | Médio | 0,22-0,24 t/t água | Alta | Alta | Muito grande |
| Filme descendente 5 efeitos | Alto | 0,20-0,22 t/t água | Média | Média | Grande |
| MVR (recompressão) | Muito alto | 0,10-0,15 t/t água | Média | Média | Média |
Aspectos Ambientais
Emissões
A evaporação produz grandes volumes de vapor vegetal que devem ser condensados. O condensador barom étrico é o mais utilizado, consumindo água de resfriamento.
Consumo de água de resfriamento:
- 20-30 m³/t água evaporada (torre de resfriamento)
- 40-60 m³/t água evaporada (sem recirculação)
Temperatura de descarga:
- 35-45°C (deve resfriar antes de descarte)
Efluentes
A água de condensação (condensado vegetal) contém:
- Compostos voláteis (álcoois, aldeídos)
- Açúcares arrastados
- pH ácido (4,5-5,5)
Tratamento:
- Uso como água de embebição (após ajuste de pH)
- Tratamento biológico antes de descarte
- DBO típica: 200-500 mg/L
Conclusão
A evaporação de caldo de cana é um processo termodinâmico complexo que exige compreensão profunda dos princípios de transferência de calor e balanço de massa e energia. A configuração de múltiplo efeito, desenvolvida há mais de 170 anos por Norbert Rillieux, continua sendo a tecnologia dominante, com melhorias contínuas em eficiência energética e automação. Usinas modernas alcançam economias de vapor de 4-5:1, evaporando mais de 500 toneladas de água por hora com consumo relativamente baixo de energia térmica. A manutenção adequada, controle de incrustação e operação otimizada são essenciais para maximizar a eficiência e minimizar custos operacionais.
Referências
-
Embrapa - Fabricação do Açúcar - Princípios de evaporação e múltiplo efeito
-
Revista Opiniões - Sistema de Evaporação do Caldo - Aspectos operacionais e tecnológicos
-
Hugot, E. (1986). Handbook of Cane Sugar Engineering. 3rd Edition. Elsevier Science Publishers. Capítulo sobre evaporação.
-
Rein, P. (2007). Cane Sugar Engineering. Verlag Dr. Albert Bartens KG, Berlin. Seção de evaporação e balanço térmico.
-
Jorge, L.M.M. et al. (2010). "Simulation and analysis of a sugarcane juice evaporation system". Journal of Food Engineering, 99(3), 351-359.
-
LearnChemE - Multiple-Effect Evaporation - Simulações interativas de evaporação
-
STAB - Sociedade dos Técnicos Açucareiros e Alcooleiros do Brasil - Manuais técnicos de evaporação
Galeria de Imagens
Imagens e diagramas do processo de Evaporação

Evaporação
Sistema de evaporação
Evaporadores
Múltiplo efeito

Concentração
Processo de concentração
Teste seus Conhecimentos
Responda às questões abaixo para avaliar seu aprendizado sobre Evaporação